

全国定制热线:0769 81875401
13790660060
13790660060
CNC机床是用途广泛的设备,这在很大程度上要归功于它们可以容纳的各种刀具。从立铣刀到螺纹铣刀,每种操作都有一个工具,使CNC机床可以在工件上进行各种切割和切割。认识这些切削刀具是一般了解CNC加工的好方法。更好地了解机械加工将有助于您设计更适合制造过程的零件。本文着眼于一些使用较为广泛的CNC机械加工刀具。
切削工具基础
切削工具是一种用于从固体材料块中去除材料的设备。它安装在CNC机床的主轴上,该主轴按照计算机的说明将切削刀具引导到需要的位置。
切削工具通过剪切变形过程从工件上去除材料。即,锋利的工具高速旋转并从工件上切下许多细小的切屑,然后将其从工件上弹出。一些工具仅在一个点与工件接触,而其他工具(例如立铣刀)则在多个点撞击材料。
大多数CNC机床都具有多个排屑槽,这些排屑槽是沿着刀具外部延伸的螺旋形凹槽。排屑槽可以看作是切削工具的槽,而齿(每个排屑槽之间的尖脊)则是其尖峰。从工件上切下的切屑在弹出时沿排屑槽向下移动。
切削刀具上的排屑槽的理想数量取决于工件材料。对于软质材料,最好使用排屑较少的工具,因为增加的排屑宽度意味着可以排出更大的切屑。较高的凹槽数可以提高速度,适用于较硬的材料,但是由于每个凹槽都较窄,因此可能导致切屑堵塞。
切削刀具的类型将影响从工件上去除切屑的尺寸,主轴速度和进给速度也会受到影响。
为了切穿固体工件,切削工具必须由比工件材料硬的材料制成。而且由于经常使用CNC加工来由非常坚硬的材料制成零件,因此这限制了可用切削刀具材料的数量。
常见的切削工具材料包括:
碳钢是一种经济实惠的钢合金,含有0.6-1.5%的碳以及硅和锰。
由于其铬,钨和钼的混合,更昂贵的高速钢比碳钢更坚硬。
硬质合金刀具通常与另一种金属(如钛)一起烧结,既耐磨又耐热,可提供出色的表面光洁度。
用于切割高温合金,铸铁和其他坚固材料的陶瓷工具具有抗腐蚀和抗热的功能。
切削工具的功能取决于其形状和材料,但也可以在主要材料上进行涂层调整。
这些涂层可以使工具更坚硬,延长使用寿命或使它们以更快的速度切削而不会损害零件。
常见的切削刀具涂层包括:
TiN是具有高氧化温度的通用涂层,可提高切削工具的硬度。
TiCN为切削刀具增加了表面润滑性和硬度。
Al-TiN为硬质合金刀具增加了耐热性,尤其是在使用最少的冷却液时。
金刚石为切割磨料提供了高性能的涂层。
CrN为切削刀具增加了耐腐蚀性和硬度。

立铣刀是用于立式CNC加工的最广泛使用的工具。通过在一侧和两侧切割齿,立铣刀可以在短时间内去除大量材料。
立铣刀有多种形式。有些只有一个长笛,而有些则可能多达八个甚至更多。(但是,除了四个排屑槽之外,切屑清除可能会成为一个问题。)
立铣刀的类型包括:
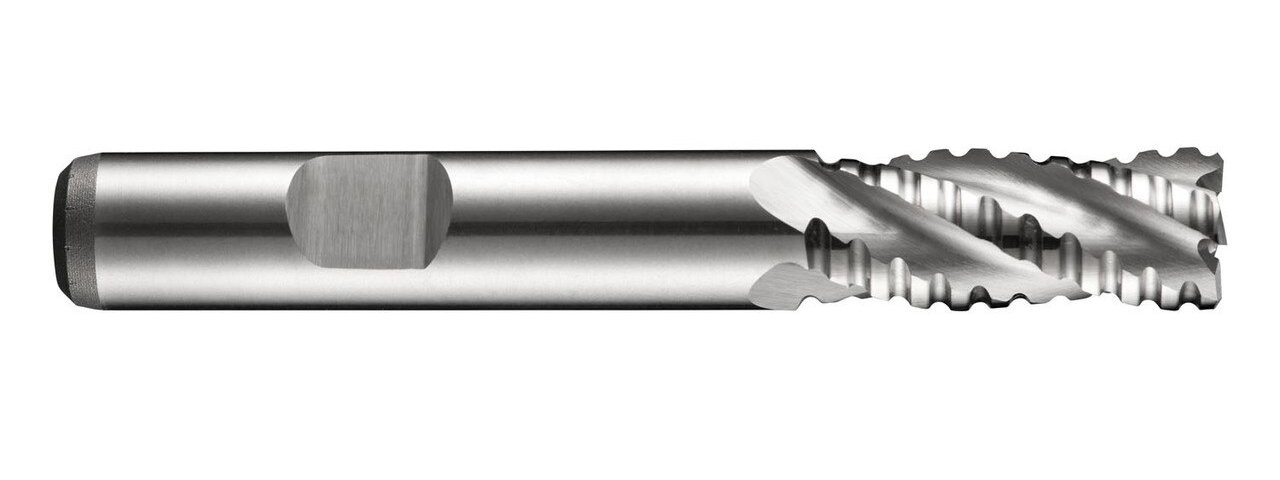 粗加工立铣刀是一种用于铣削比标准立铣刀精度低的大量材料的立铣刀。
粗加工立铣刀是一种用于铣削比标准立铣刀精度低的大量材料的立铣刀。
该工具具有锯齿状齿,可去除大部分材料,但在零件上留下粗糙的光洁度。它产生易于清除的小碎片。
 平面铣刀由带有可互换切削刀片的实体组成,切削刀片通常由硬质合金制成。它们通常用于在工件上制作平坦的截面,通常是在使用另一种刀具来制作详细特征之前。
平面铣刀由带有可互换切削刀片的实体组成,切削刀片通常由硬质合金制成。它们通常用于在工件上制作平坦的截面,通常是在使用另一种刀具来制作详细特征之前。
由于端面铣刀的切削刃位于侧面,因此必须水平切削。
但是,端面铣刀可能比其他切削刀具更具成本效益,因为可以通过更换小的刀具刀片而不是整个刀具来实现切削轮廓的变化。
 飞刀包括包含在固体内的一个或两个工具头。飞刀的刀头可进行宽而浅的切割,从而产生光滑的表面光洁度。
飞刀包括包含在固体内的一个或两个工具头。飞刀的刀头可进行宽而浅的切割,从而产生光滑的表面光洁度。
找到带有一个刀头的飞刀是更常见的,但是带有两个刀头的飞刀(有时也称为“飞杆”)可提供更大的摆动。
飞刀比平铣刀便宜,但仍可用于类似目的。
 许多工程师更喜欢使用丝锥进行螺纹加工,但是也可以使用配有螺纹铣刀的CNC机床来加工螺纹。
许多工程师更喜欢使用丝锥进行螺纹加工,但是也可以使用配有螺纹铣刀的CNC机床来加工螺纹。
螺纹铣刀可以切割内螺纹或外螺纹,并且可能比丝锥穿透硬金属或不对称零件的性能更好。

CNC机器可配备各种钻头,以进行各种切割操作。钻头具有一个或多个凹槽和一个圆锥形的切割点。
CNC加工中使用的钻头包括:

铰刀用于加宽工件中现有的孔,以提供精确的孔直径和出色的表面光洁度。
铰刀所能加工的孔的公差要比其他切削工具小得多。
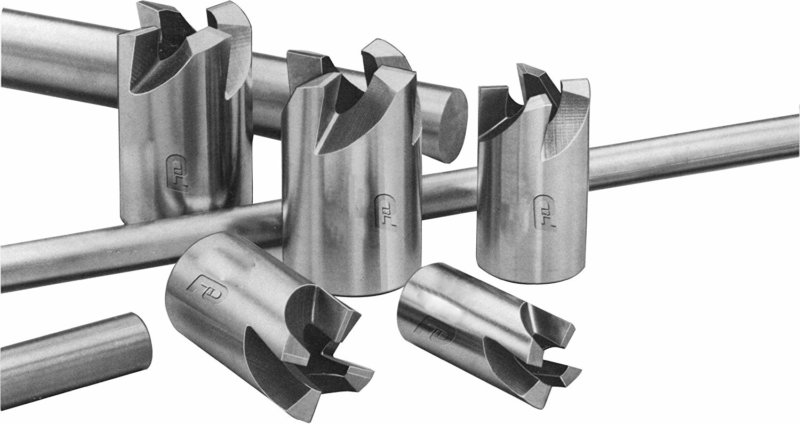
空心铣刀是类似于倒立铣刀的管状切削工具。它们的切削刃在管道形状的内部,可用于创建诸如完整点之类的形状并形成半径。

侧面和侧面刀具在其侧面和圆周上均具有齿,适用于不平衡的切削。
这些切削工具可用于以快速进给率切削槽和凹槽。他们的牙齿可以是直的或交错的。

CNC轧机有时用于制造制造业的金属齿轮。可以使用特定的齿轮切割工具来制作这些齿轮。
切割齿轮有时需要一种特殊的铣床,称为滚齿机。

平板铣刀或普通铣刀用于铣削平面,通常目标表面平行于机床工作台安装。
这些切削工具没有侧齿,可用于常规或重型加工操作。




